アジャスタブル(自在)リーマ
どうもlittle-roseterejiaです。やっと梅雨らしく雨ばかりの気候になりましたが。皆さんはいかがお過ごしですか?
やはり船舶エンジンの部品をこの間加工しました。まず、いつものようにパートナーの手書きによる加工概略図から。
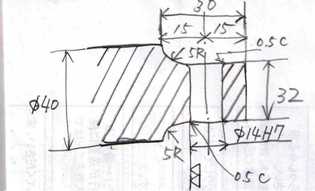 直径40mmの鋼材の先にフライス加工、穴加工を施します。二面幅32mmに仕上げ奥行き30mm、で角を半径5mmで曲面仕上げ。でそのまん中、15mmのところに直径14.01mmの内面がきれいに仕上がった穴を開けろ、とのことだそうです。まずパートナーが工場の中のフライス盤で二面幅と曲面加工をしました。
直径40mmの鋼材の先にフライス加工、穴加工を施します。二面幅32mmに仕上げ奥行き30mm、で角を半径5mmで曲面仕上げ。でそのまん中、15mmのところに直径14.01mmの内面がきれいに仕上がった穴を開けろ、とのことだそうです。まずパートナーが工場の中のフライス盤で二面幅と曲面加工をしました。
 続いて穴の位置決めをした後、まず直径10mmのドリルで1回目の下穴空け。
続いて穴の位置決めをした後、まず直径10mmのドリルで1回目の下穴空け。
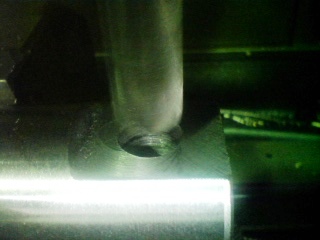
その次に直径13.7mmの穴をドリルを交換して開けます。



内面を美しく、また正確な値に仕上げるには、ある武器が必要です。それがここで使用するアジャスタブル(自在)・リーマです。外周部にマッチの軸くらいの太さの刃物が6本付いています。これを上から回転させながら下穴の中に差し込んで加工するといいようです。パートナーの指導を受けつつ、やってみることにします。
一度ではうまく行かず、何度もシリンダーゲージ(下の画像参照)で測りつつ刃物をスパナで調節しながら加工していきます。![[ふらふら]](https://blog.ss-blog.jp/_images_e/144.gif)
![[左斜め下]](https://blog.ss-blog.jp/_images_e/104.gif) の画像の上のほうにスパナが写ってるのがお分かりでしょうか?まず上のナットを緩めたあとまたすぐに今度は下のナットを締める、この繰り返しです。上側ナットを半回転をゆるめることによって約0.02mm直径が大きくなるようです。
の画像の上のほうにスパナが写ってるのがお分かりでしょうか?まず上のナットを緩めたあとまたすぐに今度は下のナットを締める、この繰り返しです。上側ナットを半回転をゆるめることによって約0.02mm直径が大きくなるようです。
 また測ります。直径14.02mmになっています。あれ、それじゃ少し穴が大きいんじゃないの?というあなた、鋭いです。
また測ります。直径14.02mmになっています。あれ、それじゃ少し穴が大きいんじゃないの?というあなた、鋭いです。![[ひらめき]](https://blog.ss-blog.jp/_images_e/151.gif) まだ加工するときに発生する刃物との摩擦熱で一時的に大きくなっています。この後20分後に再度計ってみたらピッタリ14.01mmでした。ヤター!
まだ加工するときに発生する刃物との摩擦熱で一時的に大きくなっています。この後20分後に再度計ってみたらピッタリ14.01mmでした。ヤター!![[わーい(嬉しい顔)]](https://blog.ss-blog.jp/_images_e/140.gif)
 今日は久しぶりに地元のジャズ研究会でドラムを叩いてきました。
今日は久しぶりに地元のジャズ研究会でドラムを叩いてきました。
やはり船舶エンジンの部品をこの間加工しました。まず、いつものようにパートナーの手書きによる加工概略図から。
直径40mmの鋼材の先にフライス加工、穴加工を施します。二面幅32mmに仕上げ奥行き30mm、で角を半径5mmで曲面仕上げ。でそのまん中、15mmのところに直径14.01mmの内面がきれいに仕上がった穴を開けろ、とのことだそうです。まずパートナーが工場の中のフライス盤で二面幅と曲面加工をしました。続いて穴の位置決めをした後、まず直径10mmのドリルで1回目の下穴空け。その次に直径13.7mmの穴をドリルを交換して開けます。
内面を美しく、また正確な値に仕上げるには、ある武器が必要です。それがここで使用するアジャスタブル(自在)・リーマです。外周部にマッチの軸くらいの太さの刃物が6本付いています。これを上から回転させながら下穴の中に差し込んで加工するといいようです。パートナーの指導を受けつつ、やってみることにします。
一度ではうまく行かず、何度もシリンダーゲージ(下の画像参照)で測りつつ刃物をスパナで調節しながら加工していきます。
また測ります。直径14.02mmになっています。あれ、それじゃ少し穴が大きいんじゃないの?というあなた、鋭いです。今日は久しぶりに地元のジャズ研究会でドラムを叩いてきました。



コメント 0